We Go Fast,You Go Forward
June 16, 2026
In vitro transcription (IVT) has become the foundational manufacturing technology for modern mRNA-based modalities, including prophylactic vaccines, cancer immunotherapies, protein replacement agents, in vivo cell therapies and gene editing systems. Despite widespread adoption, lab-scale mRNA synthesis continues to face persistent technical challenges: residual double-stranded RNA (dsRNA), endotoxin contamination, reduced RNA integrity, suboptimal capping efficiency and inconsistent batch-to-batch performance. These impurities and quality defects directly trigger unwanted innate immune responses, impair translational activity and compromise reproducibility across in vitro and in vivo studies. This article elaborates on standardized IVT mRNA production workflows, tiered material specifications, key quality attributes (CQAs), rational molecular design strategies and analytical validation systems, demonstrating how optimized IVT platforms support rigorous preclinical and translational mRNA research.
Native in-house IVT workflows frequently introduce multiple contaminants and structural defects that limit downstream biological performance:
Immunostimulatory impurities: Co-transcriptional dsRNA is a major trigger of cellular innate immunity, while endotoxin residues further exacerbate inflammatory reactions in animal models.
Structural defects: Partial RNA degradation reduces full-length transcript integrity, directly lowering protein expression levels.
Inefficient 5’ capping: Incomplete Cap1 modification disrupts ribosomal recognition, decreases translation efficiency and shortens mRNA half-life in biological systems.
Lack of standardized purification: Scaling from small-scale transcription to preclinical batches often causes dramatic fluctuations in purity, particle homogeneity and formulation compatibility.
Addressing these bottlenecks requires integrated optimization of transcription chemistry, multi-stage purification and systematic quality control throughout the entire production pipeline.
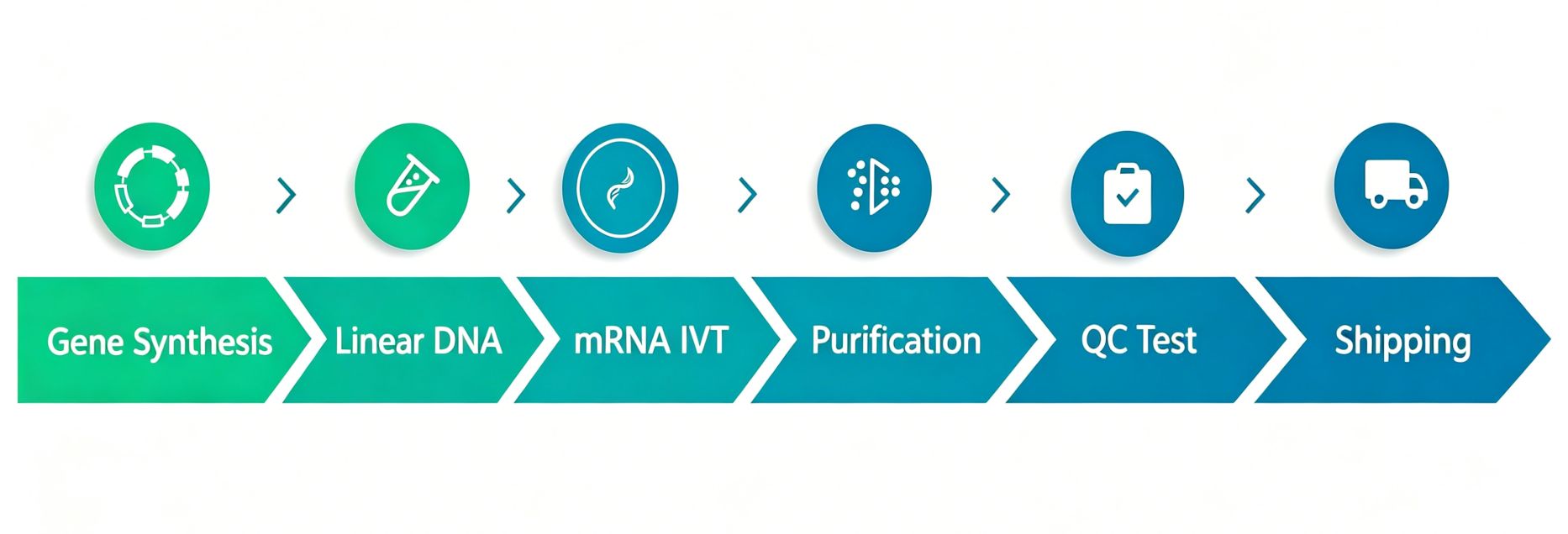
A robust IVT pipeline starts from template preparation and extends to final formulated mRNA, with process design tailored for different research stages. The full workflow consists of four core modules:
High-fidelity gene synthesis, plasmid construction, bacterial amplification and linearization are performed to generate uniform DNA templates. Template homogeneity is strictly controlled to avoid aberrant transcription products.
Optimized buffer systems, polymerase selection and nucleotide compositions are applied to maximize full-length mRNA yield. The platform supports both conventional mRNA and self-amplifying RNA (saRNA) transcription, adapting to diverse RNA therapeutic designs.
Differentiated purification combinations are implemented according to material grades: lithium chloride precipitation, tangential flow filtration (TFF), affinity chromatography and sterile filtration are sequentially applied to selectively remove residual DNA template, protein enzymes, free nucleotides and dsRNA impurities.
Purified mRNA is buffer-exchanged into biocompatible storage solutions to maintain structural stability, supporting long-term preservation and compatibility with subsequent LNP encapsulation, transfection and in vivo delivery.
This modular workflow ensures process continuity and enables seamless scaling from screening-scale batches to large-volume preclinical materials.
 3. Tiered mRNA Material Specifications for Diverse Research Scenarios
3. Tiered mRNA Material Specifications for Diverse Research Scenarios
mRNA research progresses through distinct stages: high-throughput candidate screening, in vitro mechanistic validation and in vivo preclinical evaluation. In each phase we tailor material quality thresholds to balance the product development time, cost, and product quality, yet, ensuring the process and product performance representativeness between different scales:
Screening-Grade mRNA
Developed for high-throughput in vitro construct screening. Core quality indicators are stabilized to support large-library preliminary selection, with balanced purity and experimental reproducibility for early-stage candidate ranking.
Research-Grade mRNA (0.2 mg – 10 mg)
Optimized for cell-based functional assays and lead candidate optimization. Enhanced purification reduces major impurities, making this material suitable for mechanism exploration, expression quantification and preliminary activity verification.
3.3 Preclinical-Grade mRNA (20 mg – 100 mg+)
Engineered for rigorous in vivo animal studies and IND-enabling research. This grade enforces the strictest impurity limits and comprehensive characterization, meeting the quality requirements for translational research and future GMP process conversion.
All mRNA products are characterized against critical quality attributes (CQAs) that determine biological activity and safety. Platform-level stable performance is validated across hundreds of production batches:
dsRNA residue: Controlled below 0.1%, effectively mitigating innate immune activation.
Endotoxin level: Maintained below 10 EU/mg, minimizing inflammatory interference in in vivo experiments.
Full-length mRNA integrity: Up to 98%, ensuring maximum functional transcript ratio.
5’ Cap1 capping efficiency: Up to 98%, which is essential for efficient eukaryotic translation and improved intracellular stability.
Translational performance: eGFP reporter assays confirm sustained high protein expression at 24 hours post-transfection, verifying reliable biological activity.
These metrics establish a solid foundation for reproducible data in mRNA vaccine development, tumor immunotherapy, saRNA research, in vivo CAR platforms and gene editing applications.
Beyond purity control, rational sequence and chemical modification are critical to tune mRNA immunogenicity, stability and expression kinetics. The platform supports a full spectrum of customizable molecular designs:
5’ Capping Systems
Multiple Cap1 analogs, co-transcriptional capping and enzymatic capping workflows are available. FTO-compliant capping chemistries are also provided to support independent academic and industrial research.
Poly(A) Tail Engineering
Custom-length poly(A) tails (60 nt, 100 nt, 120 nt) or tail-free constructs can be configured. Poly(A) tail length directly modulates mRNA cytoplasmic stability and translation duration.
Modified Nucleoside Triphosphates (NTPs)
A selection of modified nucleotides including N1-Me-Ψ, Ψ, 5meC & Ψ and N6-methyl-A is utilized to suppress pattern recognition receptor activation and reduce overall mRNA immunogenicity.
Formulation Buffers
Multiple biocompatible buffer formulations are offered to match long-term storage conditions and downstream LNP encapsulation workflows.
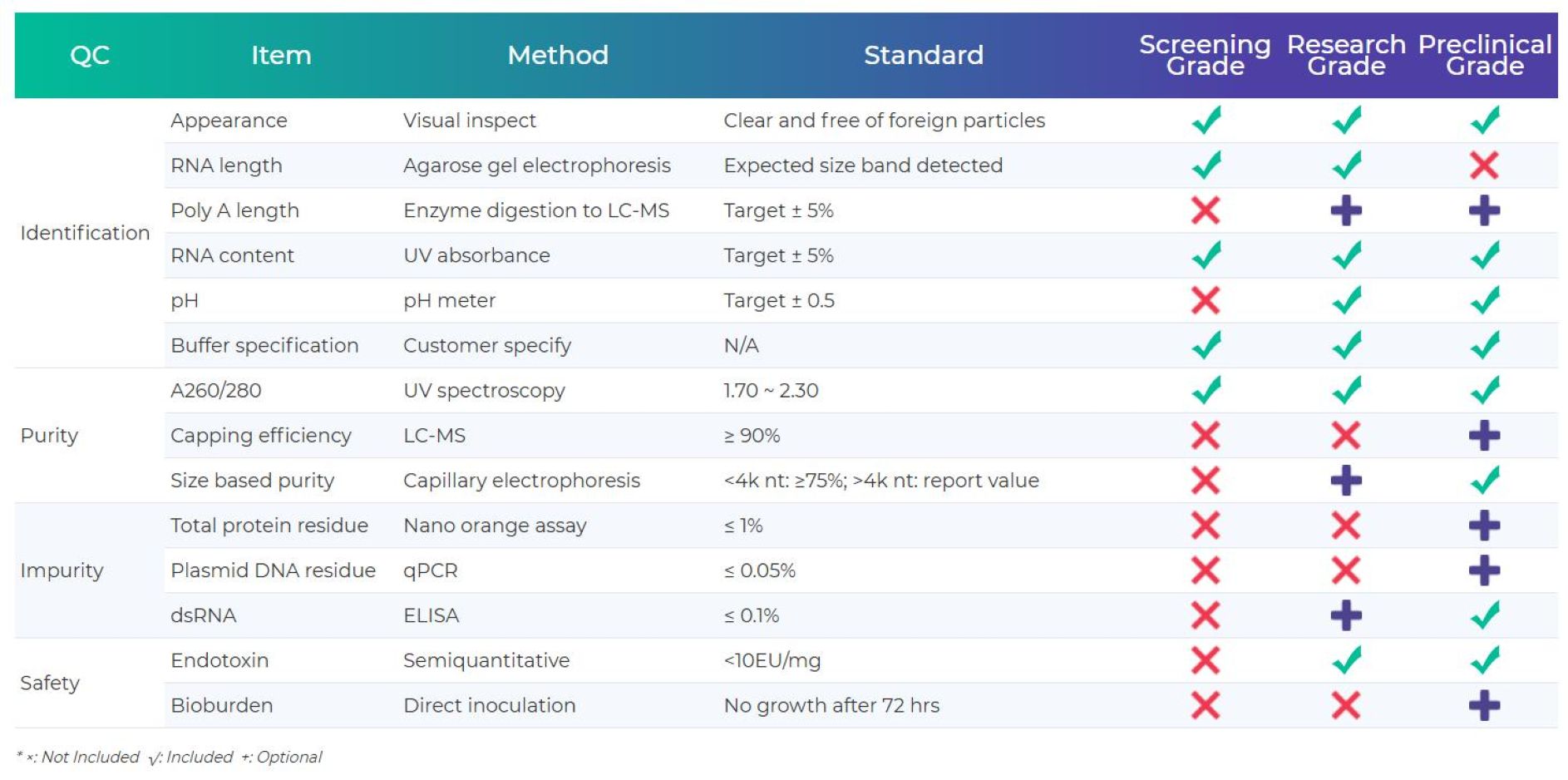
A stage-matched quality control system is established, with testing panels scaled according to research requirements to ensure scientific rigor:
Screening-Grade QC: Fundamental characterization including appearance, RNA concentration, A260/280 ratio and RNA length analysis.
Research-Grade QC: Expanded panel including pH value and endotoxin quantification; optional dsRNA detection and poly(A) tail profiling.
Preclinical-Grade QC: Comprehensive testing covering mRNA integrity, dsRNA, endotoxin, residual plasmid DNA, host protein, bioburden and capping efficiency.
Analytical technologies deployed include capillary electrophoresis (CE), HPLC, LC-MS, ELISA, qPCR and endotoxin quantification assays, delivering traceable, complete datasets for every batch of mRNA material.
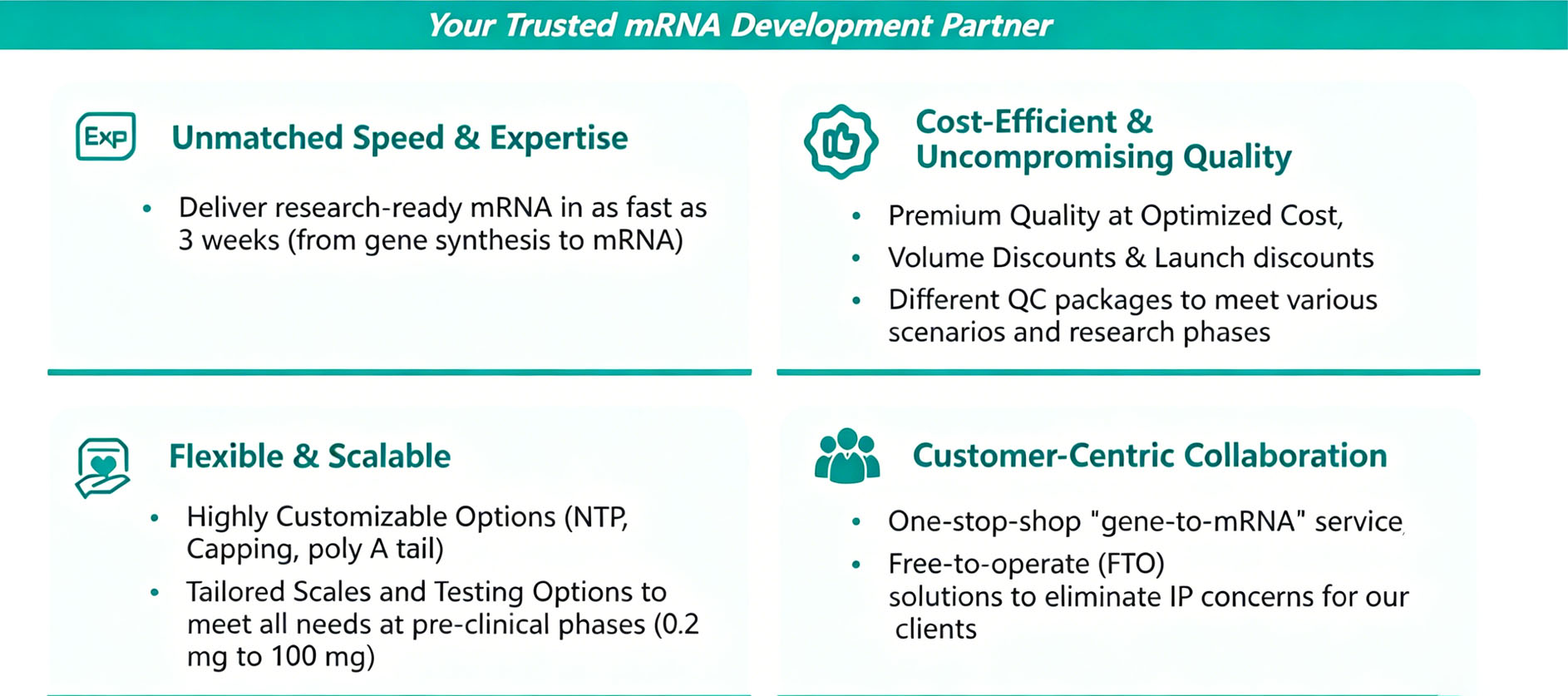
One major gap between academic research and translational development is poor process scalability. Our IVT platform features fully scalable unit operations: production scales range from milligram-level lab batches to large preclinical batches, while core quality parameters (integrity, purity, capping efficiency) remain consistent across scales.
The accumulated process experience covers a broad portfolio of mRNA modalities: prophylactic vaccines, personalized cancer vaccines, protein replacement therapeutics, in vivo cell therapies and in vivo gene editing candidates. Process robustness is validated across more than 20 IND-directed mRNA-LNP programs, proving its compatibility with translational research pipelines.
As mRNA technology expands beyond conventional vaccines toward targeted therapeutics, in vivo cell reprogramming and gene editing, the demand for high-purity, well-characterized, customizable IVT mRNA continues to grow. Standardized, high-performance IVT systems reduce technical variability in experimental results, accelerate candidate validation and bridge the gap between basic research and clinical translation.
Advanced purification, rational chemical modification and multi-dimensional analytical characterization will remain the core pillars to drive further innovation in the mRNA field. Reliable IVT mRNA materials serve as an essential tool to unlock the full potential of RNA-based therapeutics.
We Go Fast, You Go Forward
![]() sales.us@quintarabio.com
sales.us@quintarabio.com
Quintara Biosciences © 2025 All Rights Reserved | Site Map | Terms of Use | Privacy Policy